Why solar inverters (and projects) fail, and how to minimize those risks
When solar asset owners think about the reliability of their solar plant, they may think of their tier one solar module purchase or possibly conduct module quality assurance. However, the plant’s inverters are the operational heart of the solar project and critical for ensuring uptime. It is imperative to note that a piece of equipment that costs 5% within a PV plant may be responsible for 90% of plant downtime. As a reference, according to a 2018 Sandia National Lab report, inverters are the cause of up to 91% of the faults in major utility projects.
When one or more inverters fail, multiple PV arrays are disconnected from the grid, significantly reducing the project’s profitability. For example, consider a 250-megawatt (MW) solar project, a single 4 MW central inverter failure can lead to a loss of up to 25 MWh/day, or $1250 a day for a power purchase agreement (PPA) rate of $50/MWh. If an entire 5MW PV array is down for a month while the inverters are being repaired or replaced, the revenue loss for that month would be $37,500, or 30% of that inverter’s original buying cost. More importantly, that revenue loss is a damaging mark on the asset owner’s balance sheet and a red flag for future investors.
Inverters are not commodities
Reducing the risk of inverter failures is more involved than simply purchasing from a shortlist selection of bankable, perceived tier one inverter manufacturers and selecting the lowest price.
Having over a decade of experience developing and managing all sizes of inverters for major manufacturers, and I can assure you that inverters are not commodities. Each supplier has a different set of proprietary design, design criteria, parts, and software, as well as common off-the-shelf components that may have their own quality and supply chain issues.
Even if you were to rely on a single proven model that has never failed with proper O&M, you may still be at risk. Because inverter companies are under constant pressure to decrease manufacturing costs, designs are constantly being updated, even when comparing inverters that are the same model. As a result, a previously reliable go-to inverter model from six months ago will likely have different key components and firmware by the time it’s installed in your latest project.
To mitigate the risk of inverter failures, it is critical to understand how inverters fail and what can be done to reduce those risks.
Five main reasons why inverters fail
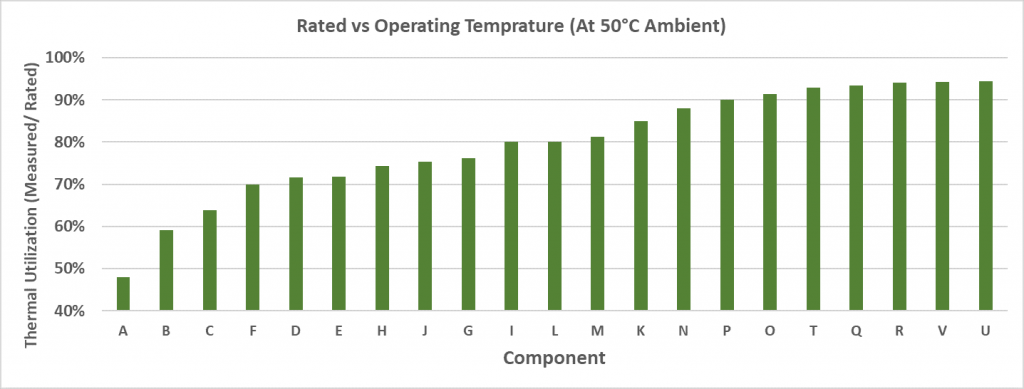
#1 Design: Design failures are related to the premature aging of critical electronic components, such as the insulated-gate bipolar transistor (IGBT), capacitors, control boards, and communication boards. These components are designed for certain applications and conditions, such as temperature and electrical/ mechanical stresses.
Example: if an inverter manufacturer designs its power stack with an IGBT that is rated to be used at a maximum ambient of 35° Celsius, but the inverter is running full power in 45°C conditions, then the manufacturer designed the inverter with incorrectly rated IGBT. As a result, there’s a high potential for this IGBT to prematurely age and fail.
Sometimes, the inverter manufacturer designs the inverter with fewer IGBTs in order to reduce costs, which also causes higher mean operating temperatures/stresses and premature aging. However illogical, this remains an ongoing practice that I’ve witnessed during my 10-15 years in the solar industry.
The inverter’s internal operating temperature and component temperature are key considerations for inverter design and reliability. These premature failures can be reduced through better thermal design, localized heat removal, deploying the inverter in lower temperature zones, and specifying more preventive maintenance.
#2 Reliability Testing. Each manufacturer has custom and proprietary test protocols to evaluate and test various power classes of inverters. Additionally, shortened design life cycles may require skipping critical test phases on a specific upgraded model of an inverter.
#3 Serial Defects. Even when the manufacturer has selected the right component for the right application, the component itself could have defects for inverters or any application. Whether it’s an IGBT or a capacitor or some other critical electronic component, the entire inverter is only as reliable as the weakest link of its supply chain’s quality. Systemized technical and quality assurance must be done to mitigate the risk of a defective project ending up in your solar array.
#4 Consumables. Inverter manufacturers are very specific about their maintenance schedules, including the replacements of consumables, such as fans, fuses, breakers, and switchgear. Consequently, inverters may fail due to improper maintenance or no maintenance. However, once again, they may also fail due to defects in the design or manufacturing of the inverter’s third party or OEM consumables.
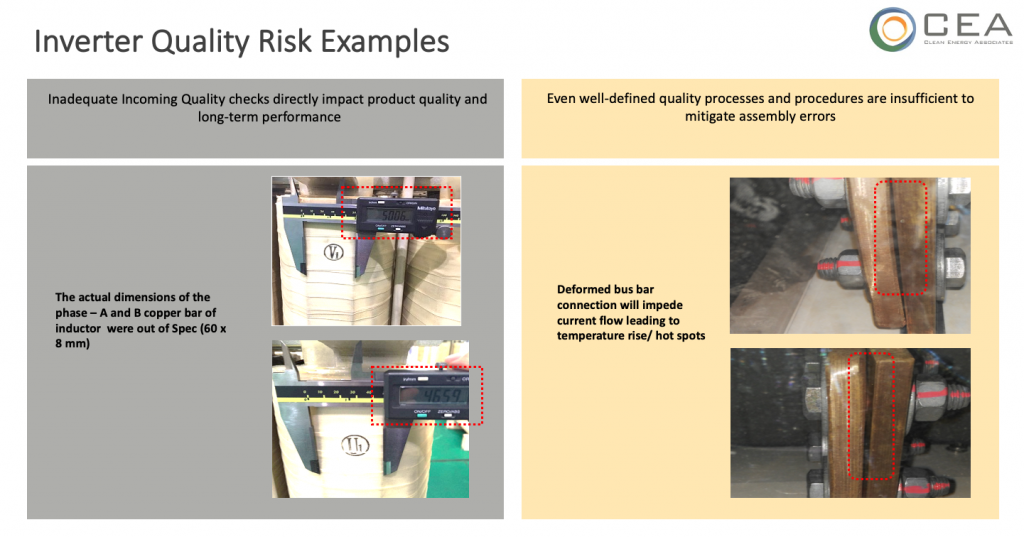
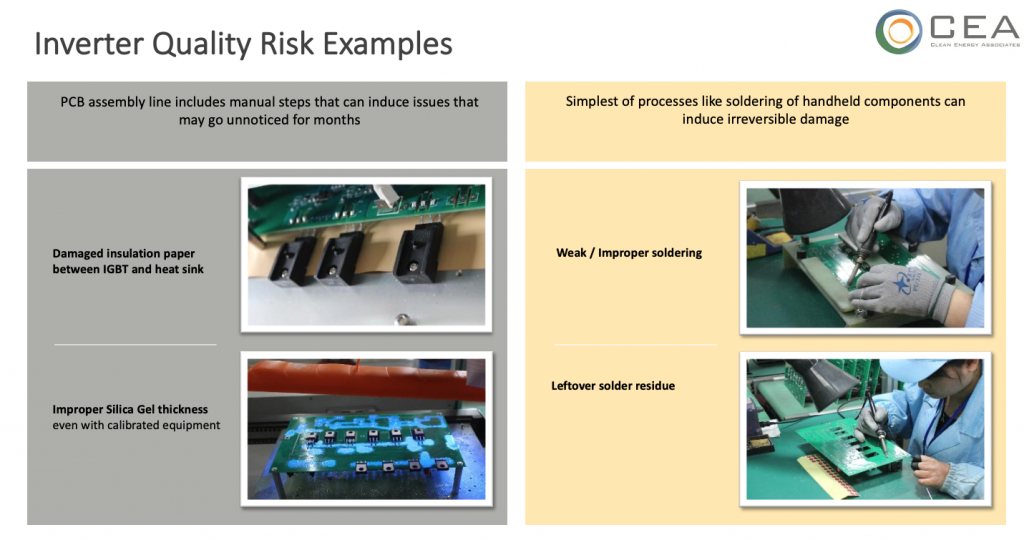
#5 Manufacturing: Finally, even the best designed inverters with the best supply chains can have poor assembly lines. These assembly line issues can happen at various points in the manufacturing process. Some examples:
How to mitigate your risks of inverter failure and loss of revenue
Once again, to preserve uptime—and short and long-term profitability—installing a proven and reliable inverter is essential. As a third-party quality assurance company, CEA has no favorite manufacturers, models, or biases for or against any brand. The reality is that all inverter manufacturers and their supply chains can have quality issues from time to time, and some more often than others. Consequently, to reduce the risks of inverter failures, the only dependable solution is a consistent reliability and quality assurance (QA) program.
For most clients with large scale utility projects with the greatest financial risk, the QA program should begin with selecting the best inverter available based on its design, architecture, field performance, and project-specific selection that will account for the site’s climatic conditions, grid requirements, uptime requirements, and other financial factors.
Contract review and warranty review that will flag any language that may put the asset owner at a legal disadvantage for any future warranty claims is also essential.
Most importantly, a judicious QA program should include a factory audit, production monitoring, and factory acceptance testing (FAT), including spot-checking and testing the quality of specific inverters that have been manufactured for the solar plant.
Small things make up the big picture for a successful solar project and it’s important not to overlook quality when selecting and installing inverters in your solar project.
Jaspreet Singh was the manager of Inverter Services at CEA. Since writing this piece, he has since become Senior Product Manager at Q CELLS.




Comments are closed here.